- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Fortschritte bei der 200-mm-SiC-Epitaxietechnologie von LPE in Italien
2024-08-06
Einführung
SiC ist Si in vielen Anwendungen aufgrund seiner überlegenen elektronischen Eigenschaften wie hoher Temperaturstabilität, großer Bandlücke, hoher elektrischer Durchbruchfeldstärke und hoher Wärmeleitfähigkeit überlegen. Heutzutage wird die Verfügbarkeit von Traktionssystemen für Elektrofahrzeuge aufgrund der höheren Schaltgeschwindigkeiten, höheren Betriebstemperaturen und des geringeren thermischen Widerstands von SiC-Metalloxid-Halbleiter-Feldeffekttransistoren (MOSFETs) deutlich verbessert. Der Markt für SiC-basierte Leistungsgeräte ist in den letzten Jahren sehr schnell gewachsen; Daher ist die Nachfrage nach hochwertigen, fehlerfreien und gleichmäßigen SiC-Materialien gestiegen.
In den letzten Jahrzehnten konnten 4H-SiC-Substratlieferanten die Waferdurchmesser von 2 Zoll auf 150 mm vergrößern (bei gleichbleibender Kristallqualität). Heutzutage beträgt die gängige Wafergröße für SiC-Geräte 150 mm, und um die Produktionskosten pro Geräteeinheit zu senken, befinden sich einige Gerätehersteller in der Anfangsphase der Einrichtung von 200-mm-Fabriken. Um dieses Ziel zu erreichen, ist neben dem Bedarf an kommerziell erhältlichen 200-mm-SiC-Wafern auch die Fähigkeit zur Durchführung einer gleichmäßigen SiC-Epitaxie äußerst wünschenswert. Daher besteht die nächste Herausforderung nach Erhalt qualitativ hochwertiger 200-mm-SiC-Substrate darin, auf diesen Substraten ein qualitativ hochwertiges epitaktisches Wachstum durchzuführen. LPE hat einen horizontalen, einkristallinen, vollautomatischen CVD-Reaktor mit heißer Wand (PE1O8) entworfen und gebaut, der mit einem Mehrzonen-Implantationssystem ausgestattet ist, das bis zu 200 mm SiC-Substrate verarbeiten kann. Hier berichten wir über seine Leistung bei der 150-mm-4H-SiC-Epitaxie sowie vorläufige Ergebnisse bei 200-mm-Epiwafern.
Resultate und Diskussion
PE1O8 ist ein vollautomatisches Kassetten-zu-Kassetten-System, das für die Verarbeitung von SiC-Wafern bis zu 200 mm ausgelegt ist. Das Format kann zwischen 150 und 200 mm umgeschaltet werden, wodurch Werkzeugstillstandszeiten minimiert werden. Die Reduzierung der Heizstufen erhöht die Produktivität, während die Automatisierung den Arbeitsaufwand reduziert und die Qualität und Wiederholbarkeit verbessert. Um einen effizienten und wettbewerbsfähigen Epitaxieprozess zu gewährleisten, werden drei Hauptfaktoren genannt: 1) schneller Prozess, 2) hohe Gleichmäßigkeit von Dicke und Dotierung, 3) minimierte Defektbildung während des Epitaxieprozesses. Bei PE1O8 ermöglichen die geringe Graphitmasse und das automatisierte Lade-/Entladesystem, dass ein Standardlauf in weniger als 75 Minuten abgeschlossen werden kann (ein Standardrezept für 10 μm-Schottky-Dioden verwendet eine Wachstumsrate von 30 μm/h). Das automatisierte System ermöglicht das Be- und Entladen bei hohen Temperaturen. Dadurch sind sowohl die Aufheiz- als auch die Abkühlzeit kurz und der Backschritt entfällt bereits. Solche idealen Bedingungen ermöglichen das Wachstum von wirklich undotiertem Material.
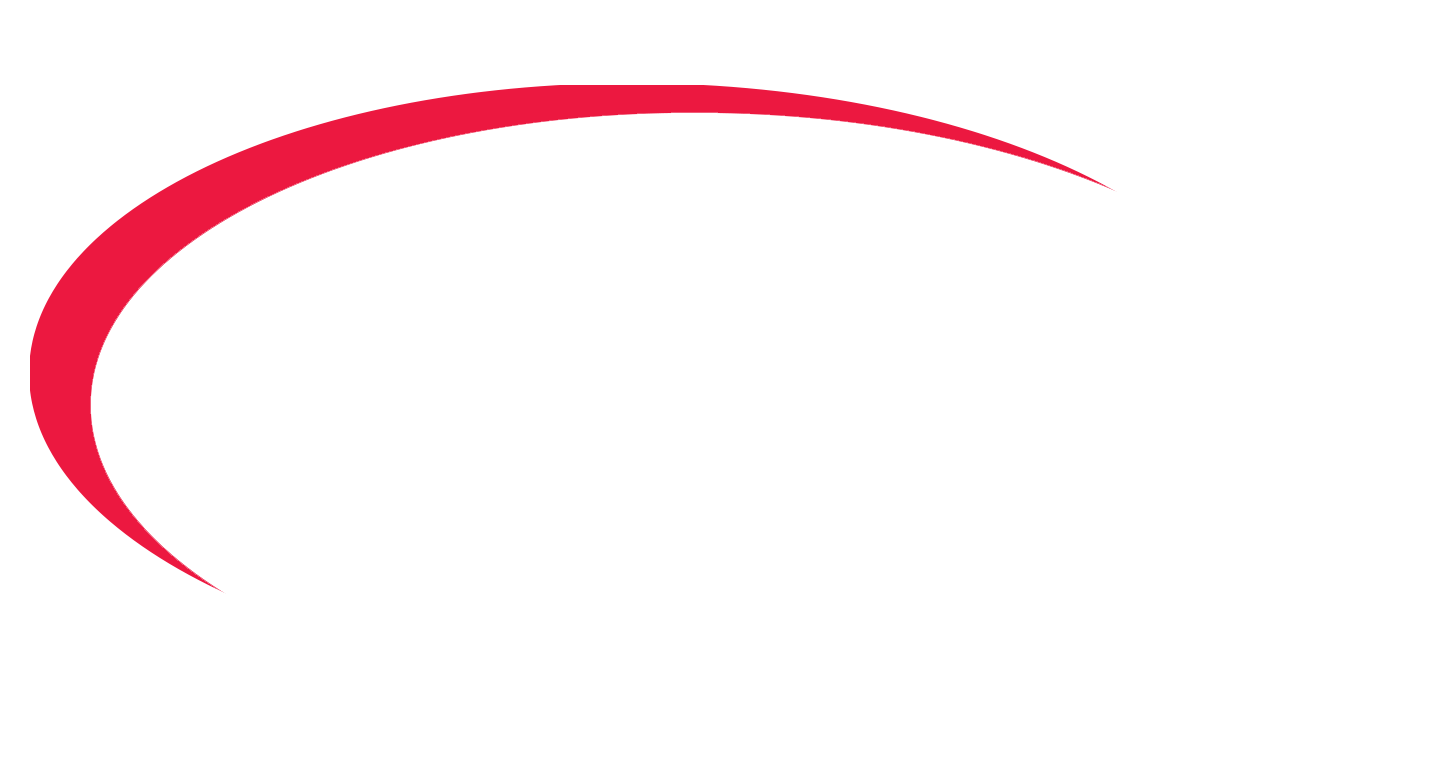
Die Kompaktheit der Ausrüstung und ihr Dreikanal-Injektionssystem führen zu einem vielseitigen System mit hoher Leistung sowohl bei der Dotierung als auch bei der Dickengleichmäßigkeit. Dies wurde mithilfe von CFD-Simulationen (Computational Fluid Dynamics) durchgeführt, um eine vergleichbare Gasströmung und Temperaturgleichmäßigkeit für Substratformate von 150 mm und 200 mm sicherzustellen. Wie in Abbildung 1 dargestellt, liefert dieses neue Injektionssystem Gas gleichmäßig in den zentralen und seitlichen Teilen der Abscheidungskammer. Das Gasmischsystem ermöglicht die Variation der lokal verteilten Gaschemie und erweitert so die Anzahl der einstellbaren Prozessparameter zur Optimierung des epitaktischen Wachstums.
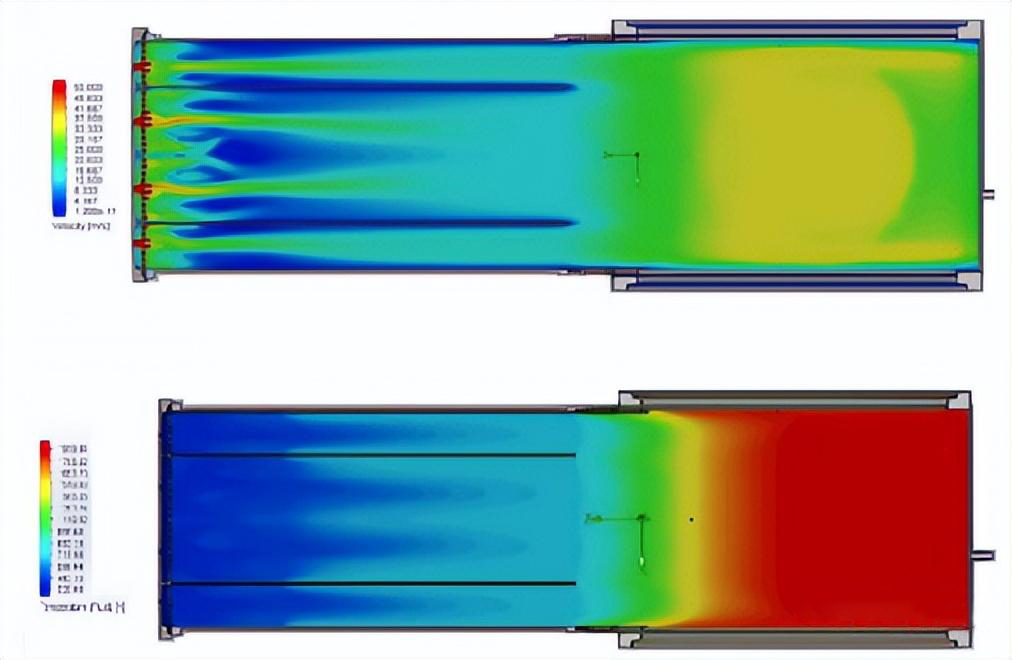
Abbildung 1 Simulierte Größe der Gasgeschwindigkeit (oben) und Gastemperatur (unten) in der PE1O8-Prozesskammer in einer Ebene, die 10 mm über dem Substrat liegt.
Zu den weiteren Merkmalen gehören ein verbessertes Gasrotationssystem, das einen Feedback-Steuerungsalgorithmus verwendet, um die Leistung zu glätten und die Rotationsgeschwindigkeit direkt zu messen, sowie eine neue Generation von PID zur Temperaturregelung. Parameter des Epitaxieprozesses. In einer Prototypenkammer wurde ein epitaktischer 4H-SiC-Wachstumsprozess vom n-Typ entwickelt. Als Vorläufer für Silizium- und Kohlenstoffatome wurden Trichlorsilan und Ethylen verwendet; Als Trägergas wurde H2 und für die n-Dotierung Stickstoff verwendet. Kommerzielle 150-mm-SiC-Substrate mit Si-Beschichtung und 200-mm-SiC-Substrate in Forschungsqualität wurden verwendet, um 6,5 μm dicke 1×1016 cm-3 n-dotierte 4H-SiC-Epischichten zu züchten. Die Substratoberfläche wurde in situ unter Verwendung eines H2-Flusses bei erhöhter Temperatur geätzt. Nach diesem Ätzschritt wurde eine Pufferschicht vom n-Typ mit einer niedrigen Wachstumsrate und einem niedrigen C/Si-Verhältnis aufgewachsen, um eine Glättungsschicht vorzubereiten. Auf dieser Pufferschicht wurde eine aktive Schicht mit einer hohen Wachstumsrate (30 μm/h) unter Verwendung eines höheren C/Si-Verhältnisses abgeschieden. Der entwickelte Prozess wurde dann auf einen PE1O8-Reaktor übertragen, der im schwedischen ST-Werk installiert ist. Für 150-mm- und 200-mm-Proben wurden ähnliche Prozessparameter und Gasverteilungen verwendet. Die Feinabstimmung der Wachstumsparameter wurde aufgrund der begrenzten Anzahl verfügbarer 200-mm-Substrate auf zukünftige Studien verschoben.
Die scheinbare Dicke und die Dotierungsleistung der Proben wurden mittels FTIR bzw. CV-Quecksilbersonde bewertet. Die Oberflächenmorphologie wurde mit der Nomarski-Differential-Interferenz-Kontrast-Mikroskopie (NDIC) untersucht und die Defektdichte der Epischichten wurde mit Candela gemessen. Vorläufige Ergebnisse. Vorläufige Ergebnisse der Dotierung und Dickengleichmäßigkeit von 150 mm und 200 mm epitaktisch gewachsenen Proben, die in der Prototypenkammer verarbeitet wurden, sind in Abbildung 2 dargestellt. Die Epischichten wuchsen gleichmäßig entlang der Oberfläche der 150 mm und 200 mm Substrate mit Dickenschwankungen (σ/Mittelwert). ) nur 0,4 % bzw. 1,4 % und Dotierungsschwankungen (σ-Mittelwert) nur 1,1 % bzw. 5,6 %. Die intrinsischen Dotierungswerte betrugen etwa 1×1014 cm-3.
Abbildung 2 Dicke und Dotierungsprofile von 200-mm- und 150-mm-Epiwafern.
Die Wiederholbarkeit des Prozesses wurde durch den Vergleich der Variationen von Lauf zu Lauf untersucht, was zu Dickenschwankungen von nur 0,7 % und Dotierungsschwankungen von nur 3,1 % führte. Wie in Abbildung 3 dargestellt, sind die Ergebnisse des neuen 200-mm-Prozesses mit den hochmodernen Ergebnissen vergleichbar, die zuvor mit einem PE1O6-Reaktor bei 150 mm erzielt wurden.
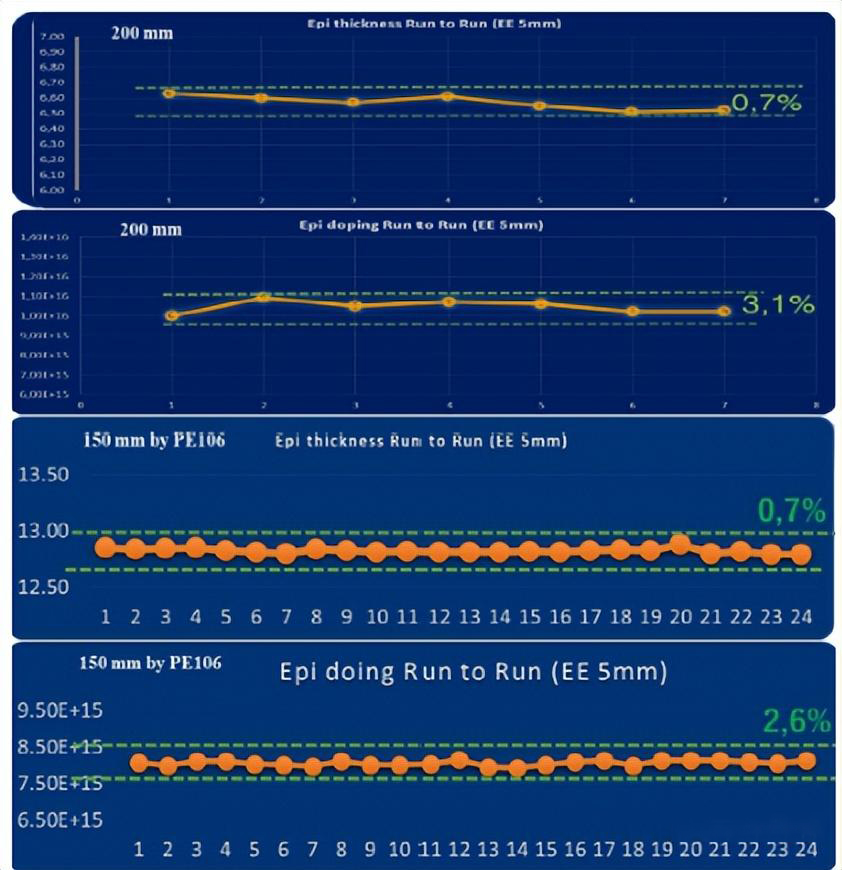
Abbildung 3 Schichtdicke und Dotierungsgleichmäßigkeit einer 200-mm-Probe, die in einer Prototypenkammer verarbeitet wurde (oben) und einer hochmodernen 150-mm-Probe, hergestellt aus PE1O6 (unten).
Was die Oberflächenmorphologie der Proben betrifft, bestätigte die NDIC-Mikroskopie eine glatte Oberfläche mit einer Rauheit unterhalb des nachweisbaren Bereichs des Mikroskops. PE1O8-Ergebnisse. Anschließend wurde der Prozess auf einen PE1O8-Reaktor übertragen. Die Dicke und Dotierungsgleichmäßigkeit der 200-mm-Epiwafer sind in Abbildung 4 dargestellt. Die Epischichten wachsen gleichmäßig entlang der Substratoberfläche mit Dicken- und Dotierungsschwankungen (σ/Mittelwert) von nur 2,1 % bzw. 3,3 %.
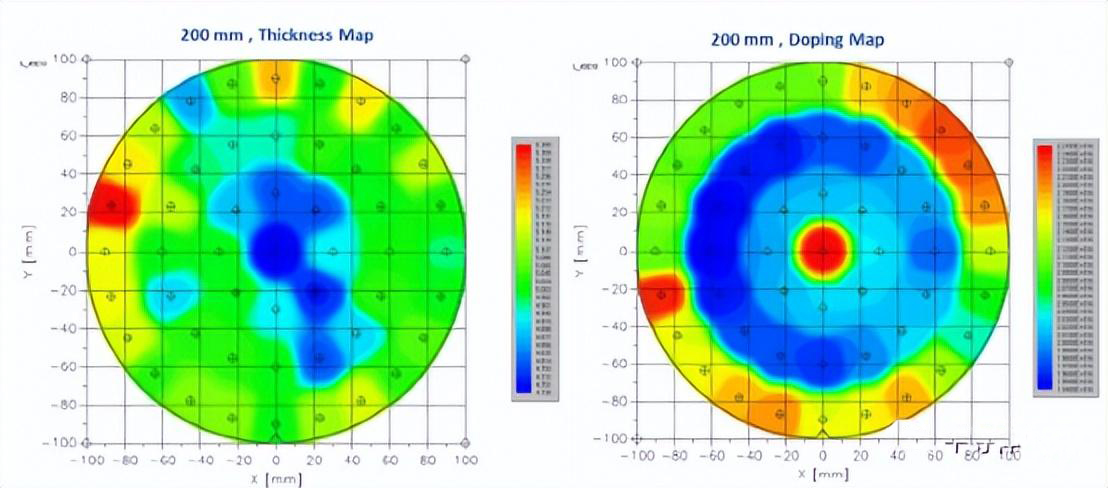
Abbildung 4 Dicke und Dotierungsprofil eines 200-mm-Epiwafers in einem PE1O8-Reaktor.
Um die Defektdichte epitaktisch gewachsener Wafer zu untersuchen, wurde Candela verwendet. Wie in der Abbildung gezeigt. Bei den 150-mm- bzw. 200-mm-Proben wurden Gesamtdefektdichten von nur 1,43 cm-2 bzw. 3,06 cm-2 erreicht. Die insgesamt verfügbare Fläche (TUA) nach der Epitaxie wurde daher für die 150-mm- und 200-mm-Proben auf 97 % bzw. 92 % berechnet. Erwähnenswert ist, dass diese Ergebnisse erst nach wenigen Durchläufen erreicht wurden und durch eine Feinabstimmung der Prozessparameter noch weiter verbessert werden können.
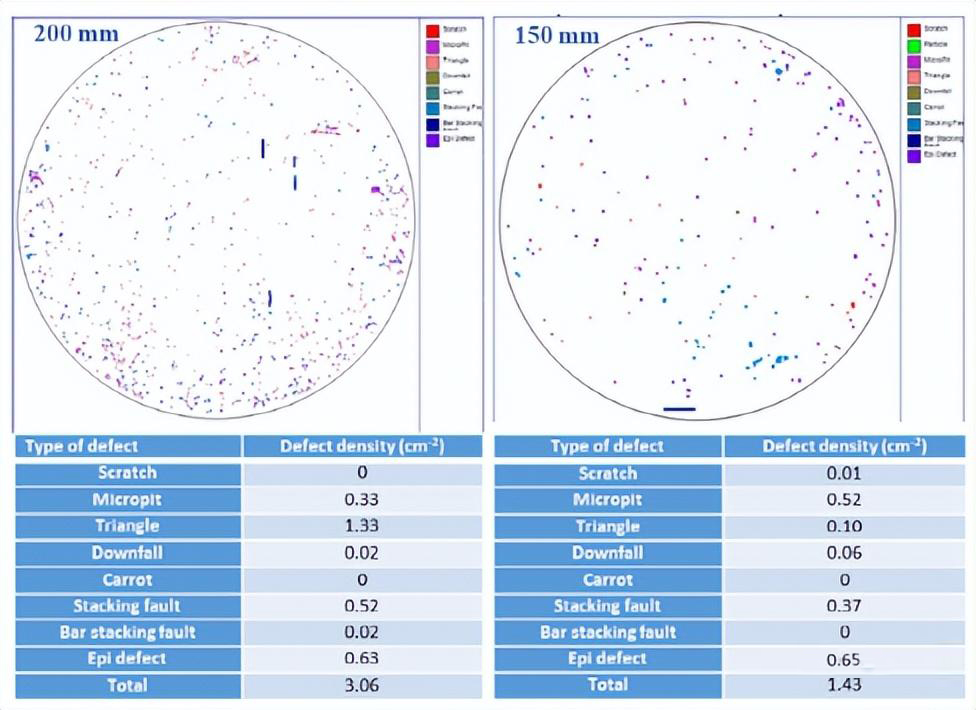
Abbildung 5 Candela-Defektkarten von 6 μm dicken 200 mm (links) und 150 mm (rechts) mit PE1O8 gewachsenen Epiwafern.
Abschluss
In diesem Artikel wird der neu entwickelte PE1O8-Heißwand-CVD-Reaktor und seine Fähigkeit vorgestellt, eine gleichmäßige 4H-SiC-Epitaxie auf 200-mm-Substraten durchzuführen. Die vorläufigen Ergebnisse bei 200 mm sind sehr vielversprechend, mit Dickenschwankungen von nur 2,1 % über die Probenoberfläche und Dotierungsleistungsschwankungen von nur 3,3 % über die Probenoberfläche. Der TUA nach der Epitaxie wurde mit 97 % bzw. 92 % für die 150-mm- bzw. 200-mm-Proben berechnet, und es wird prognostiziert, dass sich der TUA für 200 mm in Zukunft mit höherer Substratqualität verbessern wird. In Anbetracht der Tatsache, dass die hier berichteten Ergebnisse auf 200-mm-Substraten auf einigen Testreihen basieren, glauben wir, dass es möglich sein wird, die Ergebnisse, die bereits nahe an den neuesten Ergebnissen bei 150-mm-Proben liegen, noch weiter zu verbessern Feinabstimmung der Wachstumsparameter.