- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

8-Zoll-SiC-Epitaxieofen und Homoepitaxieprozessforschung
2024-08-29
Derzeit wandelt sich die SiC-Industrie von 150 mm (6 Zoll) auf 200 mm (8 Zoll). Um den dringenden Bedarf der Industrie an großen, hochwertigen SiC-Homöepitaxiewafern zu decken, wurden 150 mm und 200 mm große 4H-SiC-Homöepitaxiewafer erfolgreich auf heimischen Substraten mit der unabhängig entwickelten 200 mm-SiC-Epitaxie-Wachstumsausrüstung hergestellt. Es wurde ein für 150 mm und 200 mm geeignetes homoepitaktisches Verfahren entwickelt, bei dem die epitaktische Wachstumsrate größer als 60 μm/h sein kann. Obwohl die Hochgeschwindigkeitsepitaxie erfüllt ist, ist die Qualität der epitaktischen Wafer ausgezeichnet. Die Dickengleichmäßigkeit von 150-mm- und 200-mm-SiC-Epitaxiewafern kann innerhalb von 1,5 % gesteuert werden, die Konzentrationsgleichmäßigkeit beträgt weniger als 3 %, die Dichte schwerwiegender Defekte beträgt weniger als 0,3 Partikel/cm2 und der quadratische Mittelwert der epitaktischen Oberflächenrauheit beträgt Ra weniger als 0,15 nm und alle Kernprozessindikatoren liegen auf dem fortgeschrittenen Niveau der Branche.
Siliziumkarbid (SiC) ist einer der Vertreter der Halbleitermaterialien der dritten Generation. Es zeichnet sich durch eine hohe Durchschlagsfeldstärke, eine hervorragende Wärmeleitfähigkeit, eine große Elektronensättigungsdriftgeschwindigkeit und eine hohe Strahlungsbeständigkeit aus. Es hat die Energieverarbeitungskapazität von Leistungsgeräten erheblich erweitert und kann die Serviceanforderungen der nächsten Generation leistungselektronischer Geräte für Geräte mit hoher Leistung, geringer Größe, hoher Temperatur, hoher Strahlung und anderen extremen Bedingungen erfüllen. Es kann Platz sparen, den Stromverbrauch senken und den Kühlbedarf senken. Es hat revolutionäre Veränderungen für Fahrzeuge mit neuer Energie, den Schienenverkehr, intelligente Netze und andere Bereiche mit sich gebracht. Daher gelten Siliziumkarbid-Halbleiter als ideales Material für die nächste Generation leistungsstarker elektronischer Geräte. Dank der nationalen politischen Unterstützung für die Entwicklung der Halbleiterindustrie der dritten Generation wurden in China in den letzten Jahren die Forschung, Entwicklung und der Bau des 150-mm-SiC-Geräteindustriesystems im Wesentlichen abgeschlossen und die Sicherheit der Industriekette verbessert grundsätzlich gewährleistet. Daher hat sich der Schwerpunkt der Branche nach und nach auf Kostenkontrolle und Effizienzsteigerung verlagert. Wie in Tabelle 1 gezeigt, weist 200 mm SiC im Vergleich zu 150 mm eine höhere Kantennutzungsrate auf und die Leistung einzelner Waferchips kann um etwa das 1,8-fache gesteigert werden. Wenn die Technologie ausgereift ist, können die Herstellungskosten eines einzelnen Chips um 30 % gesenkt werden. Der technologische Durchbruch von 200 mm ist ein direktes Mittel zur „Kostensenkung und Effizienzsteigerung“ und auch der Schlüssel für die Halbleiterindustrie meines Landes, „parallel zu laufen“ oder sogar „führend“ zu sein.
Anders als beim Si-Bauelementprozess werden SiC-Halbleiterleistungsbauelemente alle mit Epitaxieschichten als Grundstein verarbeitet und vorbereitet. Epitaxiewafer sind wesentliche Grundmaterialien für SiC-Leistungsbauelemente. Die Qualität der Epitaxieschicht bestimmt direkt die Ausbeute des Geräts und ihre Kosten machen 20 % der Chipherstellungskosten aus. Daher ist das epitaktische Wachstum ein wesentliches Zwischenglied in SiC-Leistungsbauelementen. Die Obergrenze des epitaktischen Prozessniveaus wird durch die epitaktische Ausrüstung bestimmt. Derzeit ist der Lokalisierungsgrad der inländischen 150-mm-SiC-Epitaxieausrüstung relativ hoch, aber das Gesamtlayout von 200 mm bleibt gleichzeitig hinter dem internationalen Niveau zurück. Um den dringenden Bedarf und die Engpässe bei der Herstellung großformatiger, hochwertiger Epitaxiematerialien für die Entwicklung der heimischen Halbleiterindustrie der dritten Generation zu lösen, stellt dieses Papier daher die in meinem Land erfolgreich entwickelte 200-mm-SiC-Epitaxieausrüstung vor. und untersucht den Epitaxieprozess. Durch die Optimierung der Prozessparameter wie Prozesstemperatur, Trägergasdurchflussrate, C/Si-Verhältnis usw. werden die Konzentrationsgleichmäßigkeit <3 %, die Dickenungleichmäßigkeit <1,5 %, die Rauheit Ra <0,2 nm und die Dichte schwerwiegender Defekte <0,3 Partikel erreicht /cm2 von 150-mm- und 200-mm-SiC-Epitaxiewafern mit einem selbst entwickelten 200-mm-Siliziumkarbid-Epitaxieofen werden erhalten. Die Prozessebene der Ausrüstung kann die Anforderungen einer hochwertigen Vorbereitung von SiC-Leistungsgeräten erfüllen.

1 Experimente
1.1 Prinzip des SiC-Epitaxieprozesses
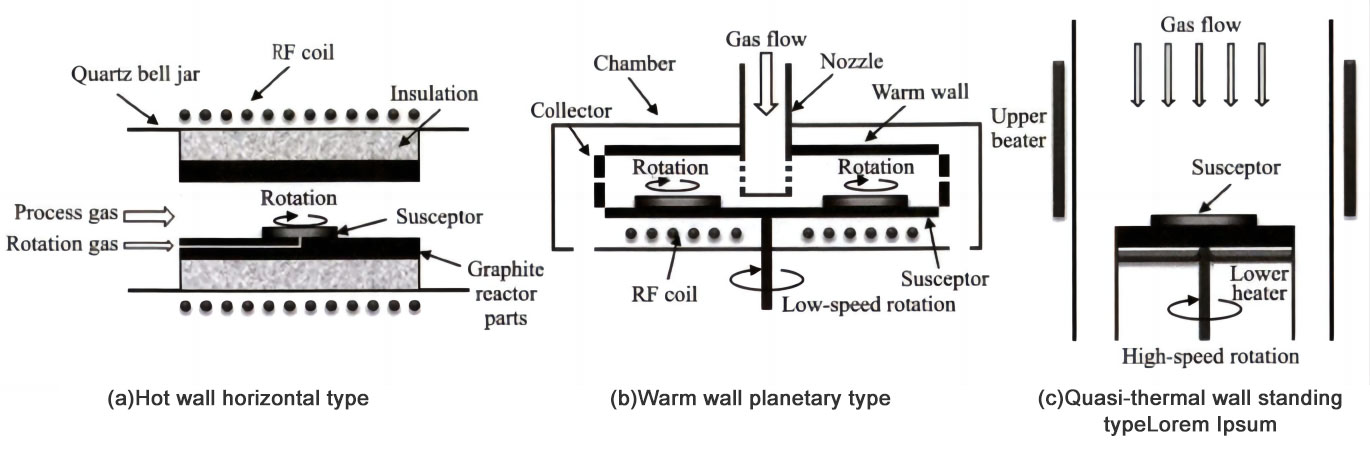
Der homoepitaktische 4H-SiC-Wachstumsprozess umfasst hauptsächlich zwei Schlüsselschritte, nämlich das Hochtemperatur-In-situ-Ätzen des 4H-SiC-Substrats und den homogenen chemischen Gasphasenabscheidungsprozess. Der Hauptzweck des In-situ-Ätzens des Substrats besteht darin, nach dem Polieren des Wafers Schäden an der Oberfläche des Substrats sowie Reste von Polierflüssigkeit, Partikeln und Oxidschichten zu entfernen. Durch Ätzen kann eine regelmäßige atomare Stufenstruktur auf der Substratoberfläche gebildet werden. Das In-situ-Ätzen wird üblicherweise in einer Wasserstoffatmosphäre durchgeführt. Je nach den tatsächlichen Prozessanforderungen kann auch eine kleine Menge Hilfsgas hinzugefügt werden, beispielsweise Chlorwasserstoff, Propan, Ethylen oder Silan. Die Temperatur beim In-situ-Wasserstoffätzen liegt im Allgemeinen über 1.600 °C und der Druck der Reaktionskammer wird während des Ätzvorgangs im Allgemeinen auf unter 2×104 Pa geregelt.
Nachdem die Substratoberfläche durch In-situ-Ätzen aktiviert wurde, tritt sie in den chemischen Hochtemperatur-Gasphasenabscheidungsprozess ein, d. h. als Wachstumsquelle (wie Ethylen/Propan, TCS/Silan) und als Dotierungsquelle (n-Dotierungsquelle Stickstoff). , p-Typ-Dotierungsquelle TMAl) und Hilfsgas wie Chlorwasserstoff werden durch einen großen Trägergasstrom (normalerweise Wasserstoff) zur Reaktionskammer transportiert. Nachdem das Gas in der Hochtemperatur-Reaktionskammer reagiert hat, reagiert ein Teil des Vorläufers chemisch und adsorbiert auf der Waferoberfläche, und es entsteht eine einkristalline, homogene 4H-SiC-Epitaxieschicht mit einer bestimmten Dotierungskonzentration, einer bestimmten Dicke und höherer Qualität auf der Substratoberfläche unter Verwendung des einkristallinen 4H-SiC-Substrats als Vorlage. Nach Jahren der technischen Erforschung ist die 4H-SiC-Homöepitaxie-Technologie grundsätzlich ausgereift und wird in der industriellen Produktion weit verbreitet eingesetzt. Die weltweit am weitesten verbreitete 4H-SiC-Homoepitaxie-Technologie weist zwei typische Merkmale auf: (1) Verwendung eines außeraxialen (relativ zur <0001>-Kristallebene, in Richtung der <11-20>-Kristallrichtung) schräg geschnittenen Substrats als Als Vorlage wird eine hochreine einkristalline 4H-SiC-Epitaxieschicht ohne Verunreinigungen im Stufenfluss-Wachstumsmodus auf dem Substrat abgeschieden. Beim frühen homoepitaktischen 4H-SiC-Wachstum wurde ein positives Kristallsubstrat, d. h. die <0001>-Si-Ebene, für das Wachstum verwendet. Die Dichte der Atomstufen auf der Oberfläche des positiven Kristallsubstrats ist gering und die Terrassen sind breit. Während des Epitaxieprozesses zur Bildung von 3C-Kristall-SiC (3C-SiC) kann es leicht zu zweidimensionalem Keimbildungswachstum kommen. Durch außeraxiales Schneiden können hochdichte Atomstufen mit schmaler Terrassenbreite auf der Oberfläche des 4H-SiC <0001>-Substrats eingeführt werden, und der adsorbierte Vorläufer kann durch Oberflächendiffusion effektiv die Position der Atomstufe mit relativ geringer Oberflächenenergie erreichen . Bei der Stufe ist die Bindungsposition zwischen Vorläuferatom und Molekülgruppe eindeutig, so dass die Epitaxieschicht im Stufenfluss-Wachstumsmodus die Stapelfolge der Si-C-Doppelatomschichten des Substrats perfekt übernehmen kann, um mit demselben Kristall einen Einkristall zu bilden Phase als Substrat. (2) Ein epitaktisches Hochgeschwindigkeitswachstum wird durch die Einführung einer chlorhaltigen Siliziumquelle erreicht. In herkömmlichen Systemen zur chemischen Gasphasenabscheidung von SiC sind Silan und Propan (oder Ethylen) die Hauptwachstumsquellen. Bei der Erhöhung der Wachstumsrate durch Erhöhen der Durchflussrate der Wachstumsquelle ist es mit zunehmendem Gleichgewichtspartialdruck der Siliziumkomponente leicht, Siliziumcluster durch homogene Gasphasenkeimbildung zu bilden, was die Ausnutzungsrate der Siliziumkomponente erheblich verringert Siliziumquelle. Die Bildung von Siliziumclustern schränkt die Verbesserung der epitaktischen Wachstumsrate stark ein. Gleichzeitig können Siliziumcluster das Stufenflusswachstum stören und zur Defektbildung führen. Um eine homogene Gasphasenkeimbildung zu vermeiden und die epitaktische Wachstumsrate zu erhöhen, ist die Einführung von Siliziumquellen auf Chlorbasis derzeit die gängige Methode zur Erhöhung der epitaktischen Wachstumsrate von 4H-SiC.
1.2 200 mm (8 Zoll) SiC-Epitaxieausrüstung und Prozessbedingungen
Die in diesem Artikel beschriebenen Experimente wurden alle auf einer 150/200 mm (6/8 Zoll) kompatiblen monolithischen horizontalen Heißwand-SiC-Epitaxieanlage durchgeführt, die unabhängig vom 48. Institut der China Electronics Technology Group Corporation entwickelt wurde. Der Epitaxieofen unterstützt das vollautomatische Be- und Entladen der Wafer. Abbildung 1 ist ein schematisches Diagramm der inneren Struktur der Reaktionskammer der Epitaxieausrüstung. Wie in Abbildung 1 dargestellt, ist die Außenwand der Reaktionskammer eine Quarzglocke mit einer wassergekühlten Zwischenschicht, und das Innere der Glocke ist eine Hochtemperatur-Reaktionskammer, die aus hochreinem wärmeisolierendem Kohlenstofffilz besteht spezieller Graphithohlraum, schwimmende Graphitgas-Rotationsbasis usw. Die gesamte Quarzglocke ist mit einer zylindrischen Induktionsspule bedeckt, und die Reaktionskammer im Inneren der Glocke wird durch eine Mittelfrequenz-Induktionsstromversorgung elektromagnetisch erhitzt. Wie in Abbildung 1 (b) gezeigt, strömen Trägergas, Reaktionsgas und Dotiergas alle in einer horizontalen laminaren Strömung durch die Waferoberfläche von vor der Reaktionskammer nach nach unten zur Reaktionskammer und werden am Ende ausgetragen Gas Ende. Um die Konsistenz innerhalb des Wafers sicherzustellen, wird der von der Luftschwebebasis getragene Wafer während des Prozesses immer gedreht.
Das im Experiment verwendete Substrat ist ein handelsübliches 150 mm, 200 mm (6 Zoll, 8 Zoll) <1120>-Richtungs-4°-Winkel-leitendes doppelseitig poliertes n-Typ-4H-SiC-SiC-Substrat, hergestellt von Shanxi Shuoke Crystal. Als Hauptwachstumsquellen im Prozessexperiment werden Trichlorsilan (SiHCl3, TCS) und Ethylen (C2H4) verwendet, darunter TCS und C2H4 als Siliziumquelle bzw. Kohlenstoffquelle, hochreiner Stickstoff (N2) als n- Als Dotierungsquelle wird Wasserstoff (H2) als Verdünnungs- und Trägergas verwendet. Der Temperaturbereich des Epitaxieprozesses beträgt 1.600 bis 1.660 °C, der Prozessdruck beträgt 8×103 bis 12×103 Pa und die H2-Trägergasdurchflussrate beträgt 100 bis 140 l/min.
1.3 Epitaktische Waferprüfung und -charakterisierung
Ein Fourier-Infrarotspektrometer (Gerätehersteller Thermalfisher, Modell iS50) und ein Quecksilbersonden-Konzentrationstester (Gerätehersteller Semilab, Modell 530L) wurden verwendet, um den Mittelwert und die Verteilung der Epitaxieschichtdicke und der Dotierungskonzentration zu charakterisieren. Die Dicke und die Dotierungskonzentration jedes Punktes in der Epitaxieschicht wurden bestimmt, indem Punkte entlang der Durchmesserlinie genommen wurden, die die Normallinie der Hauptreferenzkante bei 45° in der Mitte des Wafers mit 5 mm Kantenentfernung schnitt. Für einen 150-mm-Wafer wurden 9 Punkte entlang einer Linie mit einem einzigen Durchmesser aufgenommen (zwei Durchmesser standen senkrecht zueinander), und für einen 200-mm-Wafer wurden 21 Punkte aufgenommen, wie in Abbildung 2 dargestellt. Ein Rasterkraftmikroskop (Gerätehersteller). Bruker, Modell Dimension Icon) wurde verwendet, um 30 μm × 30 μm große Bereiche im Mittelbereich und im Randbereich (5 mm Kantenentfernung) des Epitaxiewafers auszuwählen, um die Oberflächenrauheit der Epitaxieschicht zu testen; Die Defekte der Epitaxieschicht wurden zur Charakterisierung mit einem Oberflächendefekttester (Gerätehersteller China Electronics Kefenghua, Modell Mars 4410 Pro) gemessen.

2 Experimentelle Ergebnisse und Diskussion
2.1 Dicke und Gleichmäßigkeit der Epitaxieschicht
Die Dicke der Epitaxieschicht, die Dotierungskonzentration und die Gleichmäßigkeit sind wichtige Indikatoren für die Beurteilung der Qualität von Epitaxiewafern. Eine genau kontrollierbare Dicke, Dotierungskonzentration und Gleichmäßigkeit innerhalb des Wafers sind der Schlüssel zur Gewährleistung der Leistung und Konsistenz von SiC-Leistungsbauelementen, und die Dicke der Epitaxieschicht und die Gleichmäßigkeit der Dotierungskonzentration sind auch wichtige Grundlagen für die Messung der Prozessfähigkeit von Epitaxiegeräten.
Abbildung 3 zeigt die Dickengleichmäßigkeit und Verteilungskurve von 150-mm- und 200-mm-SiC-Epitaxiewafern. Aus der Abbildung ist ersichtlich, dass die Dickenverteilungskurve der Epitaxieschicht symmetrisch um den Mittelpunkt des Wafers verläuft. Die Epitaxieprozesszeit beträgt 600 s, die durchschnittliche Epitaxieschichtdicke des 150-mm-Epitaxiewafers beträgt 10,89 μm und die Dickengleichmäßigkeit beträgt 1,05 %. Berechnungsgemäß beträgt die epitaktische Wachstumsrate 65,3 μm/h, was einem typischen Wert eines schnellen epitaktischen Prozesses entspricht. Bei gleicher Epitaxieprozesszeit beträgt die Epitaxieschichtdicke des 200-mm-Epitaxiewafers 10,10 μm, die Dickengleichmäßigkeit liegt innerhalb von 1,36 % und die Gesamtwachstumsrate beträgt 60,60 μm/h, was etwas niedriger ist als beim 150-mm-Epitaxiewachstum Rate. Dies liegt daran, dass auf dem Weg offensichtliche Verluste auftreten, wenn die Siliziumquelle und die Kohlenstoffquelle von der stromaufwärtigen Seite der Reaktionskammer durch die Waferoberfläche zur stromabwärtigen Seite der Reaktionskammer fließen und die 200-mm-Waferfläche größer als die 150-mm-Waferfläche ist. Das Gas strömt über eine längere Strecke durch die Oberfläche des 200-mm-Wafers und es wird auf dem Weg mehr Quellgas verbraucht. Unter der Bedingung, dass sich der Wafer weiter dreht, ist die Gesamtdicke der Epitaxieschicht dünner, sodass die Wachstumsrate langsamer ist. Insgesamt ist die Dickengleichmäßigkeit von 150-mm- und 200-mm-Epitaxiewafern ausgezeichnet und die Prozessfähigkeit der Ausrüstung kann die Anforderungen hochwertiger Geräte erfüllen.
2.2 Dotierungskonzentration und Gleichmäßigkeit der Epitaxieschicht
Abbildung 4 zeigt die Gleichmäßigkeit der Dotierungskonzentration und die Kurvenverteilung von 150-mm- und 200-mm-SiC-Epitaxiewafern. Wie aus der Abbildung ersichtlich ist, weist die Konzentrationsverteilungskurve auf dem Epitaxiewafer eine offensichtliche Symmetrie relativ zur Mitte des Wafers auf. Die Gleichmäßigkeit der Dotierungskonzentration der 150-mm- und 200-mm-Epitaxieschichten beträgt 2,80 % bzw. 2,66 %, was innerhalb von 3 % kontrolliert werden kann, was im Vergleich zu international vergleichbaren Geräten ein hervorragendes Niveau darstellt. Die Dotierungskonzentrationskurve der Epitaxieschicht ist in einer „W“-Form entlang der Durchmesserrichtung verteilt, die hauptsächlich durch das Strömungsfeld des horizontalen Epitaxieofens mit heißer Wand bestimmt wird, da die Luftströmungsrichtung des Epitaxiewachstumsofens mit horizontalem Luftstrom von hier aus verläuft Das Lufteinlassende (stromaufwärts) strömt vom stromabwärtigen Ende in einer laminaren Strömung durch die Waferoberfläche; Da die „Long-the-Way-Depletion“-Rate der Kohlenstoffquelle (C2H4) höher ist als die der Siliziumquelle (TCS), nimmt der tatsächliche C/Si-Gehalt auf der Waferoberfläche beim Drehen des Wafers vom Rand zum Rand hin allmählich ab In der Mitte (die Kohlenstoffquelle in der Mitte ist geringer) nimmt gemäß der „Wettbewerbspositionstheorie“ von C und N die Dotierungskonzentration in der Mitte des Wafers zum Rand hin allmählich ab. Um eine hervorragende Konzentrationsgleichmäßigkeit zu erzielen, wird während des Epitaxieprozesses als Ausgleich N2 am Rand hinzugefügt, um die Abnahme der Dotierungskonzentration von der Mitte zum Rand zu verlangsamen, sodass die endgültige Dotierungskonzentrationskurve eine „W“-Form aufweist.
2.3 Epitaxieschichtdefekte
Neben der Dicke und der Dotierungskonzentration ist der Grad der Defektkontrolle in der Epitaxieschicht auch ein zentraler Parameter zur Messung der Qualität von Epitaxiewafern und ein wichtiger Indikator für die Prozessfähigkeit von Epitaxiegeräten. Obwohl SBD und MOSFET unterschiedliche Anforderungen an Defekte stellen, werden offensichtlichere Oberflächenmorphologiedefekte wie Tropfendefekte, Dreiecksdefekte, Karottendefekte und Kometendefekte als Killerdefekte für SBD- und MOSFET-Geräte definiert. Die Ausfallwahrscheinlichkeit von Chips mit diesen Defekten ist hoch. Daher ist die Kontrolle der Anzahl der Killerdefekte äußerst wichtig, um die Chipausbeute zu verbessern und die Kosten zu senken. Abbildung 5 zeigt die Verteilung der Killerdefekte von 150-mm- und 200-mm-SiC-Epitaxiewafern. Unter der Bedingung, dass kein offensichtliches Ungleichgewicht im C/Si-Verhältnis vorliegt, können Karottendefekte und Kometendefekte grundsätzlich eliminiert werden, während Tropfendefekte und Dreiecksdefekte mit der Reinheitskontrolle während des Betriebs von Epitaxiegeräten und dem Verunreinigungsgrad von Graphit zusammenhängen Teile in der Reaktionskammer und die Qualität des Substrats. Aus Tabelle 2 können wir ersehen, dass die schwerwiegende Defektdichte von 150-mm- und 200-mm-Epitaxiewafern innerhalb von 0,3 Partikeln/cm2 kontrolliert werden kann, was für den gleichen Gerätetyp ein hervorragender Wert ist. Das Niveau der Kontrolle der Dichte schwerwiegender Defekte bei 150-mm-Epitaxiewafern ist besser als bei 200-mm-Epitaxiewafern. Dies liegt daran, dass der 150-mm-Substratvorbereitungsprozess ausgereifter ist als der von 200 mm, die Substratqualität besser ist und der Grad der Verunreinigungskontrolle der 150-mm-Graphitreaktionskammer besser ist.
2.4 Rauheit der Epitaxie-Waferoberfläche
Abbildung 6 zeigt die AFM-Bilder der Oberfläche von 150 mm und 200 mm SiC-Epitaxiewafern. Wie aus der Abbildung ersichtlich ist, beträgt die mittlere quadratische Oberflächenrauheit Ra von 150-mm- und 200-mm-Epitaxiewafern 0,129 nm bzw. 0,113 nm, und die Oberfläche der Epitaxieschicht ist glatt, ohne dass ein offensichtliches Phänomen der Makrostufenaggregation auftritt zeigt an, dass das Wachstum der Epitaxieschicht während des gesamten Epitaxieprozesses immer den Stufenfluss-Wachstumsmodus beibehält und keine Stufenaggregation auftritt. Es ist ersichtlich, dass durch Verwendung des optimierten Epitaxiewachstumsprozesses eine Epitaxieschicht mit glatter Oberfläche auf 150 mm- und 200 mm-Kleinwinkelsubstraten erhalten werden kann.

3. Schlussfolgerungen
150-mm- und 200-mm-4H-SiC-Homoepitaxie-Wafer wurden erfolgreich auf Haushaltssubstraten mit der selbst entwickelten 200-mm-SiC-Epitaxie-Wachstumsausrüstung hergestellt und ein für 150 mm und 200 mm geeignetes Homoepitaxieverfahren entwickelt. Die epitaktische Wachstumsrate kann mehr als 60 μm/h betragen. Die Epitaxie-Waferqualität erfüllt zwar die Anforderungen der Hochgeschwindigkeitsepitaxie, ist jedoch ausgezeichnet. Die Dickengleichmäßigkeit von 150-mm- und 200-mm-SiC-Epitaxiewafern kann innerhalb von 1,5 % gesteuert werden, die Konzentrationsgleichmäßigkeit beträgt weniger als 3 %, die Dichte schwerwiegender Defekte beträgt weniger als 0,3 Partikel/cm2 und der quadratische Mittelwert der epitaktischen Oberflächenrauheit beträgt Ra weniger als 0,15 nm. Die Kernprozessindikatoren der Epitaxiewafer liegen auf dem fortschrittlichsten Niveau der Branche.
-------------------------------------------------- -------------------------------------------------- -------------------------------------------------- -------------------------------------------------- -------------------------------------------------- --------------------------------
VeTek Semiconductor ist ein professioneller chinesischer Hersteller vonCVD-SiC-beschichtete Decke, CVD-SiC-Beschichtungsdüse, UndEinlassring mit SiC-Beschichtung. VeTek Semiconductor ist bestrebt, fortschrittliche Lösungen für verschiedene SiC-Wafer-Produkte für die Halbleiterindustrie bereitzustellen.
Bei Interesse8-Zoll-SiC-Epitaxieofen und Homoepitaxieverfahren, nehmen Sie gerne direkt Kontakt zu uns auf.
Mob: +86-180 6922 0752
WhatsApp: +86 180 6922 0752
E-Mail: anny@veteksemi.com